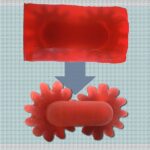
[ez-toc] Was ist Binder Jetting? Binder Jetting ist ein additives Fertigungsverfahren, das auf der selektiven Bindung von pulverförmigem Material beruht. Es unterscheidet sich grundlegend von anderen Verfahren durch den Einsatz eines flüssigen Binders, der die Partikel eines Pulverbetts miteinander verbindet, um die gewünschte Bauteilgeometrie Schicht für Schicht zu formen. Das Verfahren kommt ohne die direkte Anwendung hoher Temperaturen während des Druckprozesses aus, was es besonders energieeffizient macht und thermische Spannungen im Bauteil minimiert. Nach dem Druck entsteht ein sogenanntes „grünes Bauteil“, das noch nicht vollständig fest ist. In einer Nachbearbeitungsphase wird das Bauteil entweder gesintert, infiltriert oder chemisch gehärtet, um...
» Ausführliche Informationen zum Verfahren: Binder Jetting
Beim 3D-Druck unterscheidet man zwischen verschiedenen Technologien und Verfahren. Während in privaten Haushalten meist Geräte vorhanden sind, die mit der FDM- oder FFF-Extrusion arbeiten, kommen in Unternehmen oft SLS, Selective Laser Melting oder EBM, Material Jetting und Binder Jetting Verfahren zum Einsatz. Was sich hinter diesen ganzen Abkürzungen verbirgt und wie die Verfahren arbeiten, das soll Ihnen der nachfolgende Beitrag näherbringen.
Einordnung in Verfahrensklassen
Die 3D-Druckverfahren werden in sechs Klassen eingeordnet:
- Photopolymerisation: Flüssige Photopolymere werden durch Licht (z. B. UV-Laser) schichtweise ausgehärtet und formen hochpräzise Strukturen (z. B. SLA, DLP).
- Powder Bed Fusion (Pulverbettverfahren): Metall- oder Kunststoffpulver wird in einem Bett durch Laser oder Elektronenstrahlen selektiv geschmolzen oder gesintert, um dichte und stabile Bauteile zu erzeugen (z. B. SLS, SLM, EBM).
- Materialextrusion: Thermoplastisches Material wird erhitzt und durch eine Düse schichtweise extrudiert, wodurch robuste Bauteile entstehen (z. B. FDM).
- Material Jetting: Flüssiges Material (meist Photopolymere oder Wachs) wird ähnlich wie bei einem Tintenstrahldrucker punktgenau aufgetragen und dann gehärtet, was eine hohe Detailgenauigkeit ermöglicht (z. B. PolyJet).
- Binder Jetting: Ein Bindemittel wird schichtweise auf ein Pulverbett aufgetragen, wodurch die Partikel verbunden und nachfolgend durch Sinterung zu einem festen Bauteil verarbeitet werden.
- Directed Energy Deposition (DED): Material wird in Form von Pulver oder Draht in eine Schmelzzone eingespeist, wo es durch eine Energiequelle wie Laser oder Elektronenstrahl zu einem Teil geformt wird, was besonders für Reparaturen geeignet ist (z. B. LMD).
Letzt Aktualisierung am: 20.11.2024. Text und Tabelle © JONGO Webagentur
| Verfahren | Abkürzung | Klassen | Eigenschaften | Vorteile | Einsatzgebiete | Allgemeines |
|---|---|---|---|---|---|---|
| Fused Deposition Modeling | FDM | Materialextrusion | - für Desktop 3D-Drucker nutzbar - für den Hausgebrauch - einfache Funktionsweise | - breite Auswahl an Filamenten - Filamente leicht verfügbar - Druckmaterialien vergleichsweise günstig | - Von Stratasys entwickeltes und als Marke (Tradeemark) eingetragenes Verfahren | |
| Fused Filament Fabrication | FFF | Materialextrusion | - für Desktop 3D-Drucker nutzbar - einfache Funktionsweise - für den Hausgebrauch | - einige exotischere Filamentzusammensetzungen (mit Metall, Mineralien etc.) verwendbar | - Ohne Markenrechte, unternehmensunabhängig | |
| Fused Layer Modeling | FLM | Materialextrusion |
|
|
| Der Begriff FLM wurde zuerst vom Verein deutscher Ingenieure in dessen Richtlinien genutzt. |
| Stereolithographie | SLA | Photopolymerisation | - Hohe Präzision - Glatte Oberflächen - Schichtstärken ab 0,016 mm | - Schnelles Prototyping - Geringer Materialverbrauch - Herstellung komplexer Geometrien | - Prototypenbau - Medizintechnik - Produktdesign | Die Stereolithographie ist das älteste 3D-Druckverfahren und wurde 1984 von Chuck Hull entwickelt. Sie ermöglicht die Herstellung hochpräziser und detailreicher Objekte. Unternehmen wie 3D Systems und Forschungseinrichtungen wie das Fraunhofer IZM arbeiten an der Weiterentwicklung und Anwendung dieses Verfahrens. |
| Digital Light Processing | DLP | Photopolymerisation | - Arbeitet mit Harz - Digitaler Lichtprozessor bzw. -projektor als UV-Lichtquelle | - Zur Herstellung von Gussformen nutzbar - Größere Druckgeschwindigkeit als bei den meisten herkömmlichen 3D-Druckern | Die Stereolithographie ist das älteste 3D-Druckverfahren und wurde 1984 von Chuck Hull entwickelt. Sie ermöglicht die Herstellung hochpräziser und detailreicher Objekte. Unternehmen wie 3D Systems und Forschungseinrichtungen wie das Fraunhofer IZM arbeiten an der Weiterentwicklung und Anwendung dieses Verfahrens. | |
| Selectives Laser Sinting (Selektives Lasersintern) | SLS | Powder Bed Fusion (PBF) | - Metall 3D-Druckverfahren - Industrieller Einsatz -Arbeitet mit Laser - nutzt verschiedene Pulver in unterschiedlichen Zusammensetzungen - Material wird gesintert | - Sehr effektiver Materialeinsatz - Verschiedenste Materialzusammensetzungen möglich - Breites Einsatzgebiet - Großer Bauraum | ||
| Laser Sintern | LS | Powder Bed Fusion (PBF) | - Einsatz eines Lasers - Schichtweiser Auftrag aufgeschmolzenen Pulvers | - verschiedenste Pulver verwendbar - Ideal für Prototypenherstellung und Produktserien - Herstellung eines Gießwerkzeugs entfällt | ||
| Selectives Laser Melting (Selektives Laserschmelzen) | keine (siehe Allg.) | Powder Bed Fusion (PBF) | - Ähnliche Eigenschaften wie SLS - Einsatz eines Elektronenstrahls - Verarbeitet verschiedenste Metalllegierungen | - Effektiver Materialeinsatz - Häufige Verwendung in der Luft- und Raumfahrtindustrie, aber auch Medizin, Automobilindustrie, usw. - Insgesamt breites Einsatzgebiet - 3D-Drucker oft mit großem Bauraum | Die Abkürzung SLM ist vom Unternehmen SLM Solutions markenschutzrechtlich geschützt und damit keine offizielle Abkürzung für das Selektive Laser Melting. | |
| Laser Melting | LM | Powder Bed Fusion (PBF) | - Laser schmilzt Metallpulver selektiv - Zu druckendes Objekt wird schichtweise im Pulverbett aufgebaut - Hohe Dichte des verarbeiteten Metalls | - Nachbearbeitung wie bei Schweißteilen möglich - Zahlreiche Pulver einsetzbar - Zur Fertigung von Prototypen, Kleinserien und Werkzeugen geeignet | ||
| Directed Energy Deposition | DED | Materialextrusion | - Einsatz in der Industrie - Düse bewegt sich in mehrere Richtungen - Elektronen- oder Laserstrahl schmilzt das Material | - Polymere, Keramiken, Metallpulver und Metalldrähte verarbeitbar - Für Instandsetzungsmaßnahmen geeignet | ||
| Direct Metal Laser Sintering | DMLS | Powder Bed Fusion (PBF) | - Englisches Synonym für Laser Melting (LM)/ Laser-schmelzen - Verwendung von Metallpulvern | - Sowohl für Prototypen als auch für Kleinserien und Funktionstests geeignet | - Verwendung in 3D-Druckern von SLM Solutions und EOS | |
| Continuous Liquid Interface Produc-tion | CLIP | Photopolymerisation |
| Arbeitet nach Hersteller-angaben deutlich schneller als andere SLA-3D-Drucker. |
| Ein vom 3D-Drucker-Hersteller Carbon entwickeltes 3D-Druckverfahren (mehr Infos). |
| Multi Jet Fusion | MJF | Pulverbasiertes Schmelzverfahren mittels Wärme |
|
|
| Entwickelt von HP Inc. |
| Binder Jetting / Full Color 3D-Printing / Inkjet Powder Printing | Multi Material Jetting / MultiJet Modeling | - Flüssiges Bindemittel auf pulver-förmiges Material gestrahlt - Pulverkörner werden zu gewünschtem Objekt verbunden | - Einsatz unter anderem in Vollfarb-3D-Druckern | |||
| Selective Heat Sintering | SHS | Powder Bed Fusion (PBF) | - Einsatz eines Thermodruckkopfes - Schichtweise Auftragung des Pulvers durch eine Walze - Verwendung von Kunststoffpulvern - Arbeitet ähnlich wie das Laser Sintern | - Für Prototypen und Kleinserien geeignet, meistens für Konzeptbewertungen und Funktionsprüfungen eingesetzt | ||
| Photopolymer Jetting | Material Jetting / MultiJet Modeling | - Verwendung von flüssigem lichtempfindlichen Photopolymer - UV-Lampe härtet Material aus - Einsatz von Tintenstrahlköpfen - Industrieller Einsatz | - Verschiedene Materialien gleich-zeitig einsetzbar - Detailgenaue Drucke und Oberflächenveredlungenmöglich - 3D-Drucker mit großem Bauvolumen möglich | |||
| PP (3D-Druck auf Gipsbasis / Plaster-based 3D Printing) | Powder Bed Fusion | - Arbeitet auf Gipsbasis - Verwendet Tintenstrahlköpfe, die 2D-Tintenstrahldruckerköpfen ähneln | - Vollfarbdrucke sind möglich - Gips ist ein sehr grobes Material und benötigt ein Bindemittel | |||
| Sheet Lamination / Laminated Objekt Manufacturing | Laminierung | - Einsatz dünnschichtiger Materialien wie beispielsweise Metallfolien, Kunststofffolien, Papier - Verwendung von Lasern oder scharfen Klingen - Folien werden in die 3D-Form geschnitten | - Einsatz verschiedenster Folien möglich - Fertigung sehr dünner Objekte mit - unterschiedlichen Eigenschaften | |||
| Bioprinting / 3D-Bioprinting / Biodruck | 3DBP | Nutzung biologisch abbaubarer Materialien/ organischer Substanzen |
|
|
| |
| 3D-Druck von Lebensmitteln / Lebensmitteldruck / Foodprinting | 3DFP | Materialextrusion |
|
|
| |
| Thermal Masking Technology | Photopolymerisation |
|
| Entwickelt von ILIOS. | ||
| Light Initiated Fabrication Technology | LIFT | Photopolymerisation |
|
| Das 3D-Druckverfahren LIFT wurde von der coobx AG entwickelt und wird von EXIGO 3D-Druckern eingesetzt. | |
| 3D-Nanolithographie | Powder Bed Fusion (PBF) |
|
| |||
| Laser Deposition Welding | LDW | Directed Energy Deposition (DED) |
|
| ||
| Rapid Plasma Deposition | RPD | Titandrahtschmelzung |
|
| Erfinder: Norsk Titanium AS, Norwegen | |
| Rapid Liquid Printing | RLP | Fertigung in Behälter mit Gel |
|
| ||
| Composite-Based Additive Manufacturing | CBAM | Verarbeitung von Kohlefaser-, Glasfaser-, Kevlar-Verbundblechmaterial und Thermoplastmatrix-Materialien |
|
| Erfinder: Impossible Objects LLS | |
| Intelligent Liquid Interface | ILI | Photopolymerisation |
|
|
| |
| PolyJet-Technologie | PolyJet | Photopolymerisation |
|
| Entwickelt von Stratasys | |
| Continuous Fibre Additive Manufacturing | CFAM | Glas- und Kohlefaser-verarbeitung |
|
| Entwickelt von MarkForged, weiterentwickelt von CEAD. | |
| Single-Pass-Jetting-Technologie | SPJ | Multi Material Jetting |
|
| Entwickelt von Desktop Metal. | |
| Laser Metal Deposition-Wire Powder | LMD-WP | Directed Energy Deposition (DED) |
|
| Entwickelt von Additec Wire. | |
| Aerosol-Jet-Printing | AJP | Direct Maskless Writing |
|
|
| Einsatz bei Fraunhofer ENAS, mehreren amerikanischen, britischen und schweizerischen Universitäten bzw. Hochschulen. |
| Vision-Controlled Jetting | VCJ | Multi Jetting |
|
| Entwickelt von Inkbit. | |
| Cellular Fabrication | C-Fab | Direct Digital Manufacturing |
|
|
| Entwickelt von Branch Technology. |
| Cold Metal Fusion | CMF | Feedstock-System in Kombination mit Selective Laser Sintering |
|
|
| Entwickelt von Headmade Materials GmbH. |
| Titomic Kinetic Fusion | TKF | Pulverbasiertes Metall-3D-Druck-Verfahren mittels Roboter oder inhouse |
|
|
| Entwickelt von Titomic. |
| Bound Metal Deposition | BMD | Materialextrusion |
|
|
| Entwickelt von Desktop Metal. |
| Masked Stereolithography / Maskierte Stereolithographie | MSLA / M-SLA | Stereolithographie / 3D-Druck mit Harz (Resin) |
|
|
| |
| Selective Absorption Fusion | SAF | Pulverbasiertes 3D-Druckverfahren für die Stratasys H-Serie |
|
| Einsatz u.a. in der Metallverarbeitung, Medizinbranche, kunststoffverarbeitenden Industrie und weiteren Branchen möglich. | Entwickelt von Stratasys. |
| Lithography-based Ceramic Manufacturing-Technology | LCM | Photopolymerisation | - Schichtweises Aushärten einer keramischen Suspension mittels UV-Licht - Hohe Materialdichte nach thermischer Nachbehandlung - Exzellente Oberflächenqualität | - Präzision für feinste Strukturen - Kompatibel mit verschiedenen Keramiken - Serienfertigung möglich | - Mikroelektronik (z. B. Substrate, Gehäuse) - Medizintechnik (z. B. Implantate, Dentalprodukte) - Luft- und Raumfahrt (z. B. hitzebeständige Komponenten) | Das Verfahren wurde maßgeblich von der Lithoz GmbH entwickelt, einem führenden Unternehmen im Bereich des keramischen 3D-Drucks. LCM kombiniert die Vorteile der Stereolithographie mit den einzigartigen Eigenschaften technischer Keramiken. |
| Melt Extrusion Deposition | MED | Materialextrusion |
|
| Herstellung von Tabletten in verschiedenen Darreichungsformen | Entwickelt von Triastek. |
| Sonolithographie | Ultraschall |
|
|
| Entwickelt von Forschern der Universitäten Bristol und Bath. | |
| Projection Micro Stereolithographie | PµSL | Stereolithographie |
|
|
| Entwickelt von Boston Micro Fabrication (BMF). |
| High Speed Rotative Prozess | HSR | Multi Material Jetting |
|
|
| Entwickelt von dp polar GmbH. |
| Vertical Layer Printing | VLP | Materialextrusion |
|
|
| Zusammen mit den LSAM 3D-Druckern von Thermwood entwickelt. |
| Elektrofotographie | Materialextrusion |
|
|
| Von der TH Köln und mz Toner Technologies entwickelt. | |
| High Speed Flexible Material Extrusion | HSFE | Materialextrusion |
|
|
| Vom chinesischen Unternehmen INTAMSYS entwickelt. |
| Molton Metal Deposition | MMD | Materialextrusion |
|
|
| Von ValCUN entwickelt. |
| Hybrid Photosynthesis (HPS) | HPS | Photopolymerisation | Nachhaltig, biologisch kompatibel, energieeffizient, multifunktional, anpassbare molekulare Strukturen. | Biokompatibilität, umweltfreundlich, vielseitige Materialanpassung, geeignet für funktionale und strukturelle Anwendungen. | Medizintechnik (z. B. „lebende“ Implantate), Materialwissenschaft, Elektronik, Robotik, Forschung in organischen Strukturen. | Kombination aus Photosynthese und additiver Fertigung; eröffnet neue Möglichkeiten in nachhaltiger Materialproduktion. Vorwiegend erforscht von Instituten wie MIT und Fraunhofer. |
| Lithography-based Metal Manufacturing | LMM | Photopolymerisation | - Hohe Maßgenauigkeit - Exzellente Oberflächenqualität - Kompatibel mit verschiedenen Metallpulvern | - Herstellung komplexer Geometrien - Materialeffizienz - Hohe Präzision | - Medizintechnik - Elektronik - Luft- und Raumfahrt | LMM kombiniert Lithografie und Metallpulververarbeitung und wurde ursprünglich von Unternehmen wie Incus GmbH sowie Forschungseinrichtungen wie dem Fraunhofer IFAM in Dresden entwickelt und optimiert. |
| Laser Metal Deposition (Laserauftragschweißen) | LMD | Directed Energy Deposition (DED) | - Präzise Schichtablage - Hohe Haftfestigkeit | - Geringer Materialverlust - Ideal für Reparaturen - Hohe Festigkeit | - Luft- und Raumfahrt - Maschinenbau - Energieerzeugung | Unternehmen: Trumpf, DMG Mori, SLM Solutions Forschung: Fraunhofer ILT |
| Direct Metal Printing | Powder Bed Fusion (PBF) | - Hochpräzise Bauteile - Feines Metallpulver - Laserverschmelzung | - Hohe Designfreiheit - Komplexe Geometrien - Geringer Materialabfall | - Luft- und Raumfahrt - Medizintechnik - Automobilindustrie | DMP ermöglicht die direkte Herstellung von Metallteilen durch Laserstrahlschmelzen von Pulver. Entwickelt wurde das Verfahren u.a. von 3D Systems. | |
| LSL-Technology | LSL | Photopolymerisation | - Verwendung von LED-Bildschirmen zur Aushärtung - Hohe Auflösung | - Präzise Herstellung komplexer Geometrien - Schneller Druckprozess | - Medizintechnik - Schmuckdesign - Zahntechnik | Entwickelt von Sharebot und erstmals im "Sharebot BIG" eingesetzt. Nutzt das Hochleistungsharz D-HARD in Kombination mit der LSL-Technology für hochwertige Druckergebnisse. |
| Continuous Filament Fabrication | CFF | Materialextrusion | - Nutzung von Endlosfasern (z. B. Kohlefaser, Glasfaser, Kevlar) - Hohe Festigkeit und Steifigkeit | - Vergleichbare Festigkeit wie Metallteile - Gewichtsreduktion - Anpassbare Faserausrichtung | - Luft- und Raumfahrt - Automobilindustrie - Medizintechnik | - Entwickelt von Markforged und anderen - Kombination aus FFF-Technologie und Verbundwerkstoffen - Ermöglicht die Herstellung hochfester, leichter Bauteile |
| Melt-Electrowriting-Technologie | MEW | Materialextrusion | - Exakte Steuerung der Faserablage - Faserdurchmesser zwischen 5–50 μm | - Hohe Präzision - Lösungsfrei - Anpassbare Eigenschaften | - Gewebetechnik - Medizinische Implantate - Prototypenentwicklung | Das MEW-Verfahren wird durch führende Forschungseinrichtungen wie die Technische Universität München (TUM) und die University of Western Australia weiterentwickelt. Besonders geeignet für die Herstellung biologischer Gerüste, die patientenspezifische Anpassungen erlauben. |
| Laser-Pulverbettfusion (Laser Beam Powder Bed Fusion) | L-PBF | Powder Bed Fusion (PBF) | - Schichtweises Aufschmelzen von Metallpulver - Hohe Präzision | - Komplexe Geometrien möglich - Hohe Materialausnutzung | - Luft- und Raumfahrt - Medizintechnik - Automobilindustrie | Ursprünglich entwickelt durch Forschungsinstitute wie Fraunhofer ILT. Weltweit eingesetzt für Metallteile mit hoher Präzision. |
| NeuBeam | - | Powder Bed Fusion (PBF) | - Stabiler Elektronenstrahl - "Hot-Part"-Ansatz - Breite Materialkompatibilität | - Reduzierte Restspannungen - Effiziente Pulverentfernung - Verarbeitung komplexer Geometrien | - Luft- und Raumfahrt - Medizintechnik - Automobilindustrie | Entwickelt von Wayland Additive; kombiniert Vorteile der EBM-Technologie mit neuen Ansätzen zur Prozessstabilisierung. |
| Low Force Stereolithography (LFS) | LFS | Photopolymerisation | - Flexible Tank reduziert Abzugskräfte - Lineare Belichtungseinheit | - Glattere Oberflächen - Höhere Detailgenauigkeit - Breitere Materialvielfalt | - Zahnmedizin - Produktentwicklung - Kleinserienfertigung | LFS wurde von Formlabs entwickelt, um die Kräfte während des 3D-Drucks zu minimieren und die Druckqualität zu verbessern. Es basiert auf der traditionellen Stereolithographie, nutzt jedoch einen flexiblen Tank und eine lineare Belichtungseinheit. |
| Wire Arc Additive Manufacturing | WAAM | Directed Energy Deposition (DED) | - Verwendet Lichtbogen als Wärmequelle - Nutzt Metalldraht als Ausgangsmaterial - Hohe Aufbaurate | - Kosteneffizient bei großen Bauteilen - Flexibel für Reparaturen und Neuanfertigungen - Reduzierter Materialabfall | - Luft- und Raumfahrt - Automobilindustrie - Energiebranche | WAAM basiert auf etablierten Schweißtechniken und wird kontinuierlich weiterentwickelt. Forschungseinrichtungen wie das Fraunhofer IPT arbeiten an der Optimierung des Verfahrens. |
| Elektronenstrahl-Pulverbett-Fusion | E-PBF | Powder Bed Fusion (PBF) | - Verwendung von Elektronenstrahl - Prozess im Vakuum | - Hohe Materialdichte - Geringe Restspannungen | - Luft- und Raumfahrt - Medizintechnik - Automobilbau | Entwickelt von Arcam AB (Teil von GE Additive); Forschung durch Fraunhofer IWS |
| Composite-Based Additive Manufacturing | CBAM | Hybridverfahren (Material Jetting, Binder Jetting) | - Hochleistungsmaterialien mit Faserkern - Präzise Schichtbildung - Geringer Materialverlust - Anpassbar an vielfältige Designs | - Hervorragende Festigkeit - Schnelle Produktionszeit - Vielseitige Materialkombinationen - Verzugsfreie Bauteile | - Luft- und Raumfahrt - Automobilindustrie - Medizintechnik | Entwickelt von Impossible Objects; Fokus auf industrielle Anwendungen für Hochleistungskomponenten. |
| Selektives Elektronenstrahlschmelzen (engl. Electron Beam Melting) | EBM | Powder Bed Fusion (PBF) | - Verwendung von Metallpulver - Schichtweiser Aufbau unter Vakuum - Hohe Prozesstemperaturen - Elektronenstrahl als Energiequelle | - Herstellung komplexer Geometrien - Hohe Materialdichte und Festigkeit - Geringe Eigenspannungen - Effiziente Materialnutzung | - Luft- und Raumfahrt - Medizintechnik - Automobilindustrie | EBM ist ein additives Fertigungsverfahren zur Herstellung metallischer Bauteile. Ein führendes Unternehmen in diesem Bereich ist Arcam AB, das EBM-Maschinen entwickelt und vertreibt. |
| Laser Powder Bed Fusion with Metals | PBF-LB/M oder PBF-LBM | Powder Bed Fusion (PBF) | - Schichtweiser Aufbau - Hohe Präzision - Verwendung von Metallpulver - Einsatz von Laserstrahl | - Komplexe Geometrien realisierbar - Hohe Materialeffizienz - Gute mechanische Eigenschaften - Integration von Funktionen möglich | - Luft- und Raumfahrt - Medizintechnik - Automobilindustrie | PBF-LB/M ist ein etabliertes additives Fertigungsverfahren, das von zahlreichen Unternehmen und Forschungseinrichtungen weltweit eingesetzt und weiterentwickelt wird. In Deutschland sind insbesondere das Fraunhofer-Institut für Lasertechnik ILT und das Fraunhofer-Institut für Fertigungstechnik und Angewandte Materialforschung IFAM führend in der Forschung und Entwicklung dieses Verfahrens. |
| Binder Jetting | BJ | Binder Jetting | - Flüssiger Binder verbindet Pulver selektiv - Präzise Schichtaufbauweise - Keine direkte Wärmeeinwirkung während des Drucks - Nachbearbeitung für mechanische Festigkeit erforderlich | - Vielfältige Materialien nutzbar - Energieeffizient durch Raumtemperaturprozesse - Kostengünstig bei hohen Stückzahlen - Hohe Detailtreue und Designfreiheit | - Automobilbau (Prototypen, Werkzeuge) - Medizintechnik (Implantate, Modelle) - Gießereiindustrie (Sandformen) | Entwickelt und etabliert durch Firmen wie ExOne und Desktop Metal. Wichtige Forschungseinrichtungen arbeiten an der Weiterentwicklung, z. B. für nachhaltige Anwendungen. |
Detaillierte Beschreibung der 3D-Druckverfahren
Laser Powder Bed Fusion with Metals (PBF-LB/M oder PBF-LBM)
[ez-toc] Funktionsweise Beim PBF-LB/M wird eine dünne Schicht Metallpulver auf eine Bauplattform aufgetragen. Ein Laserstrahl schmilzt das Pulver entsprechend den CAD-Daten selektiv auf. Nach dem Erstarren wird die Plattform abgesenkt, eine neue Pulverschicht aufgetragen und der Prozess wiederholt, bis das Bauteil vollständig aufgebaut ist. Dieses schichtweise Vorgehen ermöglicht die Fertigung von Bauteilen mit hoher geometrischer Komplexität und Präzision. Materialien und Eigenschaften PBF-LB/M eignet sich für eine Vielzahl von Metalllegierungen, darunter Stahl-, Nickelbasis-, Kobaltchrom-, Titan- und Aluminiumlegierungen. Die gefertigten Bauteile zeichnen sich durch hohe Dichte und mechanische Festigkeit aus, die mit konventionell gefertigten Teilen vergleichbar oder diesen überlegen sind. Zudem ermöglicht...
» Ausführliche Informationen zum Verfahren: Laser Powder Bed Fusion with Metals (PBF-LB/M oder PBF-LBM)
» Ausführliche Informationen zum Verfahren: Laser Powder Bed Fusion with Metals (PBF-LB/M oder PBF-LBM)
Selektives Elektronenstrahlschmelzen (EBM) (engl. Electron Beam Melting)
[ez-toc] Das Selektive Elektronenstrahlschmelzen (EBM) ist ein innovatives additives Fertigungsverfahren, das Metallpulver durch einen Elektronenstrahl unter Vakuumbedingungen schichtweise verschmilzt, um hochpräzise und komplexe Bauteile herzustellen. EBM überzeugt durch kurze Produktionszeiten, hohe Materialeffizienz und die Fähigkeit, auch schwer schweißbare Metalle zu verarbeiten. Es wird in Branchen wie Luft- und Raumfahrt, Medizintechnik und Automobilindustrie erfolgreich eingesetzt. Grundlagen des Electron Beam Melting (EBM) Verfahrens Das EBM-Verfahren kombiniert die Kraft eines Elektronenstrahls mit der Präzision eines Pulverbettverfahrens. Es eignet sich sowohl für die flexible Einzelproduktion als auch für die industrielle Serienfertigung kompakter und filigraner Bauteile. Dank der effizienten Parallelisierung und einer innovativen Belichtungsstrategie können...
» Ausführliche Informationen zum Verfahren: Selektives Elektronenstrahlschmelzen (EBM) (engl. Electron Beam Melting)
» Ausführliche Informationen zum Verfahren: Selektives Elektronenstrahlschmelzen (EBM) (engl. Electron Beam Melting)
Composite-Based Additive Manufacturing (CBAM)
[ez-toc] Composite-Based Additive Manufacturing (CBAM) ist ein innovatives 3D-Druckverfahren, das die Herstellung von Hochleistungs-Verbundwerkstoffen ermöglicht. Durch die Kombination von langfaserigen Materialien wie Kohle- oder Glasfaser mit Hochleistungspolymeren wie PEEK oder Nylon entstehen Bauteile, die herkömmlichen additiven Fertigungsmethoden in Festigkeit und Präzision überlegen sind. CBAM zeichnet sich durch seine hohe Druckgeschwindigkeit und die Fähigkeit aus, verzugsfreie und maßgenaue Teile zu produzieren, was es besonders für industrielle Anwendungen attraktiv macht. Funktionsweise von CBAM Der CBAM-Prozess beginnt mit dem Auftragen eines Designs auf ein Substrat aus langfaserigem Material mittels Hochgeschwindigkeits-Tintenstrahldruck. Anschließend wird ein feines Polymerpulver auf die bedruckte Fläche aufgebracht, das nur an...
» Ausführliche Informationen zum Verfahren: Composite-Based Additive Manufacturing (CBAM)
» Ausführliche Informationen zum Verfahren: Composite-Based Additive Manufacturing (CBAM)
Hybridverfahren
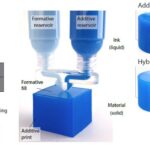
[ez-toc] Definition und Charakteristika Hybridverfahren im 3D-Druck sind Prozesse, die mehrere additive Technologien oder additive und traditionelle Fertigungsmethoden kombinieren. Die Zielsetzung dieser Verfahren ist es, die Vorteile der beteiligten Techniken zu maximieren und ihre Einschränkungen zu überwinden. Ein typisches Beispiel wäre die Kombination von Material Jetting mit Binder Jetting oder die Integration von Laserablation zur Nachbearbeitung direkt im Druckprozess. Technologische Grundlagen Hybridverfahren greifen oft auf Technologien aus unterschiedlichen Klassen zurück, beispielsweise: Additive Technologien wie Materialextrusion zur Grundstrukturfertigung. Subtraktive Technologien wie CNC-Fräsen, um Präzision oder Oberflächenqualität zu verbessern. Funktionsintegrationen, z. B. die Kombination von Leiterbahnendruck mit mechanischen Bauteilen. Vorteile von Hybridverfahren...
» Ausführliche Informationen zum Verfahren: Hybridverfahren
» Ausführliche Informationen zum Verfahren: Hybridverfahren
Elektronenstrahl-Pulverbett-Fusion (E-PBF)
[ez-toc] Funktionsweise der E-PBF Beim E-PBF-3D-Druckverfahren wird eine dünne Schicht aus Metallpulver auf eine Bauplattform aufgetragen. Ein Elektronenstrahl, erzeugt in einer Elektronenkanone, schmilzt das Pulver gemäß den CAD-Daten des gewünschten Bauteils selektiv auf. Nach dem Erstarren wird die Bauplattform abgesenkt, eine neue Pulverschicht aufgetragen, und der Prozess wiederholt sich, bis das Bauteil vollständig aufgebaut ist. Der gesamte Prozess findet in einer Vakuumkammer statt, um Oxidation zu verhindern und die Qualität des Endprodukts zu gewährleisten. Vorteile der Elektronenstrahl-Pulverbett-Fusion Hohe Materialdichte: Durch das vollständige Aufschmelzen des Pulvers entstehen Bauteile mit hoher Dichte und exzellenten mechanischen Eigenschaften. Geringe Restspannungen: Die erhöhte Baukammertemperatur reduziert...
» Ausführliche Informationen zum Verfahren: Elektronenstrahl-Pulverbett-Fusion (E-PBF)
» Ausführliche Informationen zum Verfahren: Elektronenstrahl-Pulverbett-Fusion (E-PBF)
Wire Arc Additive Manufacturing (WAAM)
[ez-toc] Funktionsweise WAAM nutzt einen Lichtbogen als Wärmequelle, um einen Metalldraht zu schmelzen, der als Ausgangsmaterial dient. Der geschmolzene Draht wird durch einen Roboterarm oder eine CNC-Maschine präzise aufgetragen, wodurch das Bauteil Schicht für Schicht entsteht. Dieses Verfahren ermöglicht die Herstellung von Bauteilen mit komplexen Geometrien und reduziertem Materialabfall. Materialien und Eigenschaften Eine Vielzahl von Metallen kann mit WAAM verarbeitet werden, darunter: Stähle Titanlegierungen Aluminiumlegierungen Nickelbasierte Legierungen Die mechanischen Eigenschaften der hergestellten Teile sind oft vergleichbar mit denen von konventionell gefertigten Bauteilen. Allerdings können Nachbearbeitungen erforderlich sein, um die Oberflächenqualität zu verbessern und innere Spannungen abzubauen. Vorteile von WAAM Kosteneffizienz:...
» Ausführliche Informationen zum Verfahren: Wire Arc Additive Manufacturing (WAAM)
» Ausführliche Informationen zum Verfahren: Wire Arc Additive Manufacturing (WAAM)
Low Force Stereolithography (LFS)
[ez-toc] Hintergrund und Funktionsweise LFS basiert auf dem Prinzip der Photopolymerisation, ähnlich der traditionellen Stereolithographie (SLA). Der entscheidende Unterschied liegt in der Verwendung eines flexiblen Tanks und einer linearen Belichtungseinheit, die die auf das Druckteil wirkenden Kräfte während des Drucks erheblich reduzieren. Dies ermöglicht eine präzisere Schichtbildung und verringert die Notwendigkeit robuster Stützstrukturen. Eigenschaften und Vorteile Reduzierte Abzugskräfte: Durch den flexiblen Tank werden die Kräfte beim Ablösen jeder Schicht minimiert, was zu glatteren Oberflächen und höherer Detailgenauigkeit führt. Verbesserte Materialvielfalt: Die geringeren Kräfte ermöglichen den Einsatz einer breiteren Palette von Materialien, einschließlich solcher mit empfindlicheren Eigenschaften. Einfachere Nachbearbeitung: Leichtere und...
» Ausführliche Informationen zum Verfahren: Low Force Stereolithography (LFS)
» Ausführliche Informationen zum Verfahren: Low Force Stereolithography (LFS)
NeuBeam
[ez-toc] Hintergrund und Funktionsweise NeuBeam nutzt einen stabilisierten Elektronenstrahl als Energiequelle, um Metallpulver selektiv zu schmelzen und Schicht für Schicht aufzubauen. Im Gegensatz zu herkömmlichen EBM-Verfahren, bei denen das gesamte Pulverbett erhitzt wird, konzentriert sich NeuBeam auf die Erwärmung der zu druckenden Teile selbst, nicht jedoch der Bauplattform. Dieser "Hot-Part"-Ansatz reduziert Restspannungen im Material und erleichtert die Entfernung überschüssigen Pulvers. Eigenschaften und Vorteile Prozessstabilität: Durch die Neutralisierung von Ladungsakkumulationen während des Druckprozesses wird eine höhere Stabilität erreicht, was die Herstellung größerer und komplexerer Teile ermöglicht. Materialvielfalt: NeuBeam ist mit einer breiten Palette von Metallmaterialien kompatibel, einschließlich hochschmelzender Metalle und hochreflektierender...
» Ausführliche Informationen zum Verfahren: NeuBeam
» Ausführliche Informationen zum Verfahren: NeuBeam
Laser-Pulverbettfusion (L-PBF) – Laser Powder Bed Fusion
[ez-toc] Die Laser-Pulverbettfusion (L-PBF), auch bekannt als selektives Laserschmelzen (SLS), Direct Metal Laser Sintering (DMLS) oder zu finden unter der englischsprachigen Bezeichnung "Laser Powder Bed Fusion", ist ein additiver Fertigungsprozess, der insbesondere für die Herstellung komplexer Metallbauteile eingesetzt wird. Dabei wird Metallpulver schichtweise aufgetragen und mittels Laserstrahl selektiv aufgeschmolzen, um das gewünschte Bauteil zu formen. Funktionsweise der Laser-Pulverbettfusion Im L-PBF-Verfahren wird eine dünne Schicht Metallpulver auf eine Bauplattform aufgebracht. Ein hochpräziser Laserstrahl schmilzt das Pulver gemäß den CAD-Daten des Bauteils selektiv auf. Nach dem Erstarren wird eine neue Pulverschicht aufgetragen, und der Prozess wiederholt sich, bis das Bauteil vollständig aufgebaut...
» Ausführliche Informationen zum Verfahren: Laser-Pulverbettfusion (L-PBF) – Laser Powder Bed Fusion
» Ausführliche Informationen zum Verfahren: Laser-Pulverbettfusion (L-PBF) – Laser Powder Bed Fusion
Melt-Electrowriting-Technologie (MEW)
[ez-toc] Funktionsweise der MEW-Technologie MEW basiert auf der Verarbeitung von Polymer-Schmelzen, die durch eine Düse extrudiert und mittels eines elektrischen Feldes zu feinen Fasern gezogen werden. Diese Fasern, mit Durchmessern zwischen fünf und fünfzig Mikrometern, werden auf einer computergesteuerten Plattform präzise abgelegt, wodurch komplexe dreidimensionale Strukturen entstehen. Ein entscheidender Vorteil von MEW ist die Fähigkeit, die Faserablage exakt zu steuern, was die Herstellung maßgeschneiderter Gerüste für medizinische Anwendungen ermöglicht. Vorteile von MEW Hohe Präzision: Die exakte Steuerung der Faserablage erlaubt die Herstellung komplexer Mikrostrukturen. Lösungsmittelfreiheit: Da keine Lösungsmittel verwendet werden, ist das Verfahren umweltfreundlicher und biokompatibler. Anpassbare mechanische Eigenschaften: Durch...
» Ausführliche Informationen zum Verfahren: Melt-Electrowriting-Technologie (MEW)
» Ausführliche Informationen zum Verfahren: Melt-Electrowriting-Technologie (MEW)
Continuous Filament Fabrication (CFF)
[ez-toc] Funktionsweise von CFF Beim CFF-Verfahren wird ein thermoplastisches Basismaterial, häufig Nylon oder Onyx, durch eine Düse extrudiert, um die Grundstruktur des Bauteils zu formen. Gleichzeitig wird über eine zweite Düse eine kontinuierliche Faser, wie Kohlenstofffaser, Glasfaser oder Kevlar, in die Matrix eingebettet. Diese Fasern können gezielt in bestimmten Schichten und Ausrichtungen platziert werden, um die mechanischen Eigenschaften des Bauteils zu optimieren. Durch die kontinuierliche Natur der Fasern wird eine höhere Festigkeit erreicht als bei herkömmlichen, kurzfaserverstärkten Materialien. Vorteile von CFF Hohe Festigkeit und Steifigkeit: Die Integration von Endlosfasern führt zu Bauteilen, die in Bezug auf Festigkeit und Steifigkeit mit...
» Ausführliche Informationen zum Verfahren: Continuous Filament Fabrication (CFF)
» Ausführliche Informationen zum Verfahren: Continuous Filament Fabrication (CFF)
LSL-Technologie (Led Screen Light)
[ez-toc] Funktionsweise der LSL-Technology Im Kern der LSL-Technology steht die Verwendung von LED-Bildschirmen, die spezifische Lichtmuster auf eine Schicht flüssigen Photopolymerharzes projizieren. Durch die Belichtung härtet das Harz selektiv aus und bildet eine feste Schicht. Dieser Prozess wird schichtweise wiederholt, bis das vollständige dreidimensionale Objekt entsteht. Die präzise Steuerung der Lichtprojektion ermöglicht eine hohe Auflösung und Detailgenauigkeit. Vorteile der LSL-Technology Hohe Präzision: Durch die feine Steuerung der Lichtprojektion können selbst komplexe Geometrien mit hoher Genauigkeit realisiert werden. Schnelle Produktionszeiten: Die simultane Aushärtung ganzer Schichten beschleunigt den Druckprozess im Vergleich zu punktuellen Verfahren. Vielseitigkeit bei Materialien: Kompatibilität mit verschiedenen Photopolymerharzen ermöglicht...
» Ausführliche Informationen zum Verfahren: LSL-Technologie (Led Screen Light)
» Ausführliche Informationen zum Verfahren: LSL-Technologie (Led Screen Light)
Direct Metal Printing (DMP)
[ez-toc] Funktionsweise von DMP Beim DMP-Verfahren wird eine dünne Schicht aus feinem Metallpulver auf eine Bauplattform aufgetragen. Ein hochpräziser Laserstrahl verschmilzt das Pulver an den Stellen, die dem Querschnitt des zu fertigenden Bauteils entsprechen. Nach dem Verschmelzen einer Schicht wird die Bauplattform abgesenkt, und eine neue Pulverschicht wird aufgetragen. Dieser Prozess wiederholt sich, bis das vollständige Bauteil aufgebaut ist. Die gesamte Fertigung erfolgt in einer kontrollierten Atmosphäre, oft unter Schutzgas, um Oxidation zu verhindern und die Materialeigenschaften zu optimieren. Vorteile von DMP Designfreiheit: Ermöglicht die Herstellung komplexer Strukturen, die mit herkömmlichen Methoden nicht realisierbar sind. Materialvielfalt: Verwendet verschiedene Metalle wie...
» Ausführliche Informationen zum Verfahren: Direct Metal Printing (DMP)
» Ausführliche Informationen zum Verfahren: Direct Metal Printing (DMP)
Laserauftragschweißen (LMD)
[ez-toc] Was ist Laserauftragschweißen (LMD)? Laserauftragschweißen, oft als LMD (Laser Metal Deposition) bezeichnet, ist ein Verfahren, bei dem Metallpulver oder -draht mit einem Laserstrahl gezielt auf eine Oberfläche aufgebracht und verschmolzen wird. Durch diesen Prozess können Bauteile Schicht für Schicht aufgebaut oder repariert werden. Die präzise Steuerung des Lasers ermöglicht das gezielte Hinzufügen von Material in ausgewählten Bereichen, was besonders im Bereich von Verschleißschutzschichten oder bei der Instandsetzung beschädigter Teile wertvoll ist. Funktionsweise und Technologie Im Laserauftragschweißen wird ein Hochleistungslaserstrahl genutzt, um das aufgetragene Material lokal zu schmelzen und mit dem Grundmaterial zu verbinden. Hierbei wird Metallpulver über eine Düse...
» Ausführliche Informationen zum Verfahren: Laserauftragschweißen (LMD)
» Ausführliche Informationen zum Verfahren: Laserauftragschweißen (LMD)
Directed Energy Deposition (DED)
[ez-toc] Funktionsweise von DED DED nutzt eine fokussierte Energiequelle – typischerweise Laser, Elektronenstrahl oder Plasmalichtbogen – um Metallmaterialien, die in Form von Draht oder Pulver zugeführt werden, direkt auf ein Substrat aufzutragen und zu verschmelzen. Der Prozess erfolgt schichtweise, wobei das Material durch die Energiequelle geschmolzen und präzise aufgetragen wird. Dies ermöglicht die Herstellung von Bauteilen mit komplexen Geometrien und spezifischen Materialeigenschaften. Vorteile von DED Vielseitigkeit: DED kann eine breite Palette von Metallen verarbeiten, darunter Titan, Edelstahl und Nickellegierungen. Reparaturfähigkeit: Neben der Neuproduktion eignet sich DED hervorragend zur Reparatur und Aufarbeitung bestehender Metallkomponenten. Effizienz: Durch den gezielten Materialauftrag wird Materialverschwendung...
» Ausführliche Informationen zum Verfahren: Directed Energy Deposition (DED)
» Ausführliche Informationen zum Verfahren: Directed Energy Deposition (DED)
Lithography-based Metal Manufacturing (LMM)
[ez-toc] Technologie Der LMM-Prozess beginnt mit der Herstellung einer Paste, die aus Metallpulver und einem photosensitiven Bindemittel besteht. Diese Paste wird schichtweise aufgetragen und mittels selektiver Belichtung durch eine Lichtquelle verfestigt. In den belichteten Bereichen härtet das Bindemittel aus und fixiert die Metallpartikel in der gewünschten Form. Nach dem Aufbau des gesamten Bauteils wird das ungehärtete Material entfernt, und das verbleibende "Grünteil" durchläuft einen Entbinderungs- und Sinterprozess. Während des Sinterns verdichtet sich das Bauteil, wodurch es seine endgültigen mechanischen Eigenschaften und die gewünschte Dichte erhält. Werkstoffe LMM ist mit einer Vielzahl von Metallpulvern kompatibel, darunter Edelstahl, Titan, Kobalt-Chrom-Legierungen und andere....
» Ausführliche Informationen zum Verfahren: Lithography-based Metal Manufacturing (LMM)
» Ausführliche Informationen zum Verfahren: Lithography-based Metal Manufacturing (LMM)
Hybrid Photosynthesis (HPS)
Das additive Fertigungsverfahren Hybrid Photosynthesis (HPS) ist ein innovatives Konzept, das die Prinzipien des biologischen Prozesses der Photosynthese mit der additiven Fertigungstechnologie verbindet. Die Idee hinter HPS besteht darin, Materialien herzustellen, die nicht nur mechanische, sondern auch funktionale, biologische und sogar chemische Eigenschaften aufweisen können, die von lebenden Systemen inspiriert sind. Das Hybrid Photosynthesis (HPS) Verfahren zählt am ehesten zur Kategorie der Photopolymerisation. Es nutzt lichtinduzierte Prozesse zur kontrollierten Strukturierung von Materialien, ähnlich wie andere Verfahren in dieser Gruppe, die auf Lichtenergie setzen, um spezielle chemische Reaktionen und Materialaufbauprozesse anzustoßen. Kernpunkte von Hybrid Photosynthesis (HPS) Materialquellen: Bei HPS werden organische...
» Ausführliche Informationen zum Verfahren: Hybrid Photosynthesis (HPS)
» Ausführliche Informationen zum Verfahren: Hybrid Photosynthesis (HPS)
Selective Absorption Fusion (SAF)
Bei der Selectiven Absorption Fusion (SAF) handelt es sich um ein pulverbasiertes Fertigungsverfahren, das von Stratasys entwickelt wurde und die Grundlage hinter der Produktionsplattform der H-Serie darstellt. Mit dieser Technologie soll Herstellerangaben zufolge der Durchsatz auf Produktionsniveau für Endbauteile möglich werden. Die Innovation hinter SAF Die SAF-Technologie sorgt für einen Fertigungsprozess auf Pulverbasis, der industrietauglich ist und eine höhere Menge an Endbauteilen in gleicher Qualität herstellen soll. Die neue H-Serie arbeitet mit dieser Technologie, die umfassende Möglichkeiten bei der Steuerung von 3D-Druck-Prozessen bietet und so äußerst präzise, konsistent und kosteneffizient arbeitet. Ziel ist es, konkurrenzfähige Stückkosten zu erreichen. Funktionsweise der...
» Ausführliche Informationen zum Verfahren: Selective Absorption Fusion (SAF)
» Ausführliche Informationen zum Verfahren: Selective Absorption Fusion (SAF)
Multidimensionale Additive Production (MAP)
Die Multidimensionale Additive Production (MAP) Technologie wurde von der DUPLEX 3D GRANTE Corp. entwickelt. Dazu brachte das Unternehmen zu Beginn auch zwei neue 3D-Drucker auf den Markt, den DUPLEX F2 und den DUPLEX S2. Während das MAP-Verfahren bei dem DUPLEX F2 auf der FDM-Technologie basiert, stellt beim DUPLEX S2 die SLA-Technologie die Basis für die MAP dar. Gleichzeitig entwickelte DUPLEX 3D auch eine neue Software. Die MAP-Technologie revolutioniert Herstellerangaben zufolge das bisher oft eindirektionale Drucken, erlaubt den Verzicht oder verringert zufolge den Einsatz von Trägermaterial (je nach Objekt, verwendetem Filament etc.), beschleunigt den Produktionsprozess und kann gleichzeitig sehr komplexe Geometrien...
» Ausführliche Informationen zum Verfahren: Multidimensionale Additive Production (MAP)
» Ausführliche Informationen zum Verfahren: Multidimensionale Additive Production (MAP)
Anzeige
Neueste Entwicklungen und News zu 3D-Druckverfahren
UT-Forscher entwickeln 3D-Druckverfahren für harte und weiche Materialien in einem Objekt

Forschende der University of Texas haben ein 3D-Druckverfahren entwickelt, das harte und weiche Materialien in einem einzigen Druckprozess kombiniert. Grundlage ist ein neuartiges Harzsystem, das durch unterschiedliche Lichtwellenlängen gezielt Materialeigenschaften erzeugt. Das Verfahren verspricht Fortschritte für Medizin- und Elektronikanwendungen.
US-Armee entwickelt 3D-Druckverfahren für eisverstärkte Bauten in Polarregionen

Wissenschaftler der US-Armee haben ein Verfahren zum 3D-Druck von Eisstrukturen mit Naturfasern vorgestellt. Ziel ist der Einsatz in kalten, abgelegenen Regionen, wo herkömmliche Bauverfahren kaum praktikabel sind. Das Projekt wurde vom ERDC gemeinsam mit CRREL und CERL entwickelt.
MIT stellt neues 3D-Druckverfahren mit löslichen Stützstrukturen vor
MIT-Ingenieure haben ein neues 3D-Druckverfahren entwickelt, das den Einsatz löslicher und wiederverwendbarer Stützstrukturen ermöglicht. Durch den Einsatz zweier Lichtarten lassen sich komplexe Bauteile effizient und mit weniger Abfall fertigen. Die Methode basiert auf einer weiterentwickelten Form der Vat-Photopolymerisation.
Bauteile 20-mal schneller: Hybridtechnologie HyFAM kombiniert 3D-Druck und Formverfahren
Forscher der Johns Hopkins University haben mit HyFAM ein hybrides Fertigungsverfahren entwickelt, das 3D-Druck mit Gießtechniken kombiniert. Die Methode ermöglicht die schnelle und detailgenaue Produktion komplexer Bauteile und bietet vielseitige Anwendungsmöglichkeiten.
Forscher am MIT entwickeln metamaterialbasiertes 3D-Druckverfahren für starke und dehnbare Strukturen

Ein Forschungsteam am MIT hat eine neue Methode zum 3D-Druck von Metamaterialien vorgestellt, die gleichzeitig hohe Festigkeit und Flexibilität aufweisen. Grundlage ist eine spezielle Doppelnetzwerkstruktur aus starren und gewobenen Polymerkomponenten. Die Technik könnte flexible Elektronik, Textilien und medizinische Anwendungen ermöglichen.
MIT stellt mit „Xstrings“ neues 3D-Druckverfahren für kabelgetriebene Mechanismen vor

MIT-Forscher haben mit „Xstrings“ eine 3D-Druckmethode entwickelt, die die Herstellung kabelgetriebener Mechanismen vereinfacht. Die Technik erlaubt es, Kabel direkt in den Druckprozess zu integrieren und spart bis zu 40 % der Produktionszeit. Das Verfahren könnte Anwendungen in Robotik, Kunst und Raumfahrt revolutionieren.
PermiAM® Verfahren: Dyndrite und Elementum 3D bringen kontrollierte Permeabilität in den Metall-3D-Druck
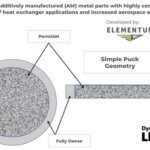
Dyndrite und Elementum 3D haben mit PermiAM eine neue, patentierte Technologie entwickelt, die es ermöglicht, metallische 3D-Druck-Bauteile mit kontrollierter Permeabilität herzustellen. Diese Methode erlaubt eine gezielte Flüssigkeitsführung innerhalb von Bauteilen und könnte Anwendungen in Hyperschalltechnik, Raketentriebwerken und Rechenzentren verändern. Der Einsatz erfolgt über die Dyndrite LPBF Pro Software.
Neue 3D-Drucktechnik ermöglicht kostengünstige thermoelektrische Kühlung

Ein Forschungsteam des Institute of Science and Technology Austria (ISTA) hat eine 3D-Druckmethode entwickelt, um leistungsfähige thermoelektrische Materialien kostengünstiger und nachhaltiger herzustellen. Die Materialien ermöglichen effiziente Kühltechnologien für Elektronik und Medizin. Die Ergebnisse wurden in der Fachzeitschrift Science veröffentlicht.
US-Wissenschaftler entwickeln 3D-Druckverfahren mit Gel für natürliche Mikrofasern im Mikrometerbereich

Ein Forscherteam hat eine neue 3D-Drucktechnik entwickelt, die ultrafeine Fasern mit nur 1,5 Mikrometer Durchmesser herstellen kann. Die Methode nutzt ein in Gel eingebettetes Druckverfahren mit einem speziellen Lösemittelaustauschprozess, um extrem dünne und flexible Strukturen zu drucken. Die Wissenschaftler sehen großes Potenzial für bioinspirierte Materialien und Anwendungen in der Technik.
Forscher aus Glasgow entwickeln patentiertes 3D-Druckverfahren für die Schwerelosigkeit

Forscher der Universität Glasgow haben ein patentiertes System entwickelt, das 3D-Druck in der Schwerelosigkeit ermöglicht. Mit einem granulären Material und erfolgreichen Tests an Bord der „Vomit Comet“ ebnet die Technologie den Weg für die Herstellung von Strukturen im All, darunter Solarreflektoren und pharmazeutische Produkte.
Alle 3D-Drucker-News per E-Mail:
Anzeige